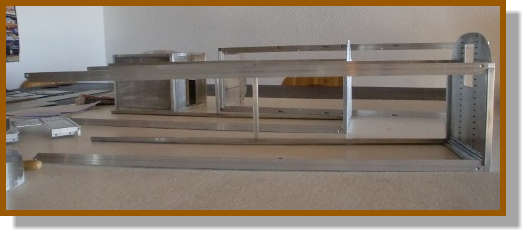




















 Das lasergeschnittene Heckblech des Wagens ist auch wieder mit Halb-
rundkerbstiften versehen, um eine Nietoptik zu erhalten. Außerdem sind
in das Blech kleine 0,5mm breite Nuten hineingefräst, die eine mehr-
teilige Verblechung andeutet.
Das Frontblech wurde hier schon mit dem ALFER-Profil und den selbst-
hergestellten Alu-Eckverbindern eingefaßt. Das Blech wird dann mittels
Halbrundkerbstifte mit den Profilen fest “vernagelt”.
Die Längsverbinderprofile, auch von ALFER, wurden dann mit den
Eckverbindern des Front- und Heckblechs verbunden und mit Senk-
kerbnägeln “vernagelt”.
Die großen Seitenbleche wurden mit UHU endfest in das Profil geklebt
und anschließend auch mit den Halbrundkerbnägeln gegen ein späteres
Herausfallen, beim pulverlackieren, gesichert.
Das lasergeschnittene Heckblech des Wagens ist auch wieder mit Halb-
rundkerbstiften versehen, um eine Nietoptik zu erhalten. Außerdem sind
in das Blech kleine 0,5mm breite Nuten hineingefräst, die eine mehr-
teilige Verblechung andeutet.
Das Frontblech wurde hier schon mit dem ALFER-Profil und den selbst-
hergestellten Alu-Eckverbindern eingefaßt. Das Blech wird dann mittels
Halbrundkerbstifte mit den Profilen fest “vernagelt”.
Die Längsverbinderprofile, auch von ALFER, wurden dann mit den
Eckverbindern des Front- und Heckblechs verbunden und mit Senk-
kerbnägeln “vernagelt”.
Die großen Seitenbleche wurden mit UHU endfest in das Profil geklebt
und anschließend auch mit den Halbrundkerbnägeln gegen ein späteres
Herausfallen, beim pulverlackieren, gesichert.
 Links der Aufbau der Losbude. In der Mitte und rechts jeweils der Süß-
warenwagen und die Schießbude nach Fertigstellung des Aufbaus.
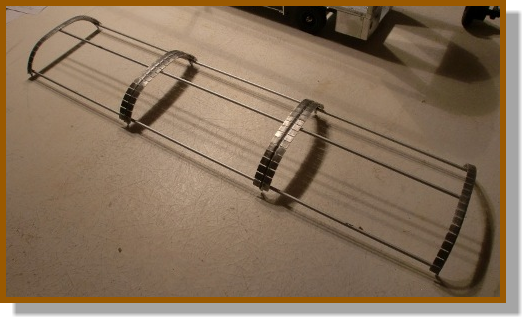
Die Einzelteile der Dach-Quertraversen. Sie sind aus 1,5 mm Alublech
im Laserschneidverfahren herausgeschnitten und anschließend gekantet
worden,
Das fertig montierte Dachgerippe. Es kann nun mit Holzleisten bestückt
werden.
Einpassen des Dachgerippes in den Aufbau.
Der Probe-Zusammenbau des Wagens.
Die Drehschemel-Vorderachse mit WEDICO-Blattfedern.
Die Schutzbleche sowie die Felgen wurden aus glasfaserverstärktem
Kunststoff gedreht und gefräst.
Die Hinterachse. Auch sie ist mit WEDICO-Blattfedern ausgestattet.
Hinzu kommen noch zwei Gummipuffer als Federwegbegrenzung, damit
die Achse beim einfedern nicht gegen den Niedergangtunnel schlägt.
Eine der vier verbauten Wagenstützen. Sie sind jeweils in den Keller-
kästen, zwei Stück je Wagenseite, verbaut. Die Kellerkästen erhalten,
nach dem lackieren aller Teile, verriegelbare Klappen.
Nach dem pulverlackieren und eloxieren aller Bauteile, erfolgt die
Endmontage. Hierbei werden alle Teile mit Edelstahlschrauben mitein-
ander verschraubt.
Einbau der Hinterachse und der Schutzbleche.
Die nun grün eloxierte und zusammengebaute Drehschemel-Vorderachse.
Rechts dahinter, die des Losewagens.
Was hier noch fehlt, ist der Reservereifen auf der Felge, die aber schon
im Reserveradhalter montiert ist.
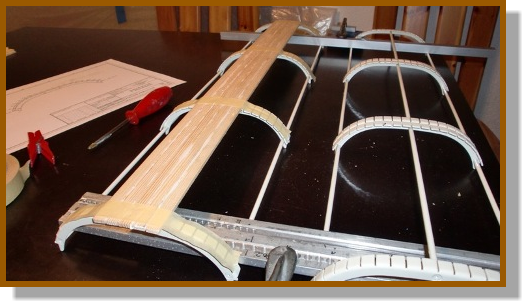
Beplankung des Dachgerippes mit 10x3 mm starken Kieferleisten. Sie
werden mit Hilfe eines Spezialklebers auf das Gerippe geklebt.
Jede Leiste wird einzeln angepaßt und mit dem Spezialkleber und Holz-
leim verklebt.
Das anpassen bzw. anschrägen der Leisten, wird mit Hilfe einer Tisch-
fräsmaschine gemacht. Hierzu wird die Leiste durch eine zuvor gefer-
tigte Fräsvorrichtung geschoben.
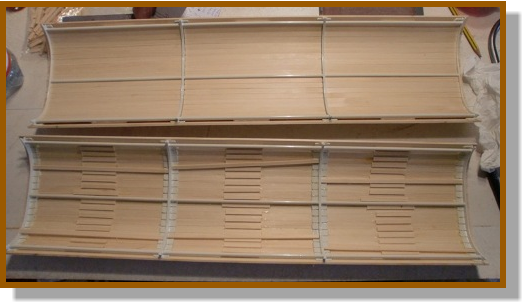
Das Dach wird auch von innen mit Leisten beplankt. Erstens für eine
schönere Optik und zweitens wegen der Stabilität. Die Außen- und Innen-
leisten wurden miteinander verleimt. Dadurch ist nun das Dachgrippe
fest in die Beplankung integriert.
Das fertige Dach wurde vor dem beziehen mit Folie ordentlich glatt ge-
schliffen. Nur so kann die Folie beim aufbügeln richtig halten. Bevor
gebügelt wurde, wurde das Dach mit einem speziellen Haftvermittler
gestrichen.
Vor dem Aufbügeln wurde die Folie mit feiner Stahlwolle in einer
Richtung abgezogen. Dies brachte eine leichte matte und verwitterte
Optik.
Die Folie wurde von oben dachabwärts aufgebügelt und dabei immer
auf Spannung gehalten, damit keine Luftblasen mit eingebügelt wurden.
Anpassen der Wagenfront-Verkleidung. Sie besteht aus 1,5 mm starkem
Alublech, das nach der Fertigung grün eloxiert wurde.
Dabei erfolgte auch das Anbringen der Halteschellen für das Vordach.
Die Schellen wurden mit M1,4 mm Messingschrauben mit dem Blech
verschraubt. Die Streben der Vordachaufhängung wurden aus 1,6mm
starkem Edelstahldraht gefertigt.
Links der Aufbau der Losbude. In der Mitte und rechts jeweils der Süß-
warenwagen und die Schießbude nach Fertigstellung des Aufbaus.
Die Einzelteile der Dach-Quertraversen. Sie sind aus 1,5 mm Alublech
im Laserschneidverfahren herausgeschnitten und anschließend gekantet
worden,
Das fertig montierte Dachgerippe. Es kann nun mit Holzleisten bestückt
werden.
Einpassen des Dachgerippes in den Aufbau.
Der Probe-Zusammenbau des Wagens.
Die Drehschemel-Vorderachse mit WEDICO-Blattfedern.
Die Schutzbleche sowie die Felgen wurden aus glasfaserverstärktem
Kunststoff gedreht und gefräst.
Die Hinterachse. Auch sie ist mit WEDICO-Blattfedern ausgestattet.
Hinzu kommen noch zwei Gummipuffer als Federwegbegrenzung, damit
die Achse beim einfedern nicht gegen den Niedergangtunnel schlägt.
Eine der vier verbauten Wagenstützen. Sie sind jeweils in den Keller-
kästen, zwei Stück je Wagenseite, verbaut. Die Kellerkästen erhalten,
nach dem lackieren aller Teile, verriegelbare Klappen.
Nach dem pulverlackieren und eloxieren aller Bauteile, erfolgt die
Endmontage. Hierbei werden alle Teile mit Edelstahlschrauben mitein-
ander verschraubt.
Einbau der Hinterachse und der Schutzbleche.
Die nun grün eloxierte und zusammengebaute Drehschemel-Vorderachse.
Rechts dahinter, die des Losewagens.
Was hier noch fehlt, ist der Reservereifen auf der Felge, die aber schon
im Reserveradhalter montiert ist.
Beplankung des Dachgerippes mit 10x3 mm starken Kieferleisten. Sie
werden mit Hilfe eines Spezialklebers auf das Gerippe geklebt.
Jede Leiste wird einzeln angepaßt und mit dem Spezialkleber und Holz-
leim verklebt.
Das anpassen bzw. anschrägen der Leisten, wird mit Hilfe einer Tisch-
fräsmaschine gemacht. Hierzu wird die Leiste durch eine zuvor gefer-
tigte Fräsvorrichtung geschoben.
Das Dach wird auch von innen mit Leisten beplankt. Erstens für eine
schönere Optik und zweitens wegen der Stabilität. Die Außen- und Innen-
leisten wurden miteinander verleimt. Dadurch ist nun das Dachgrippe
fest in die Beplankung integriert.
Das fertige Dach wurde vor dem beziehen mit Folie ordentlich glatt ge-
schliffen. Nur so kann die Folie beim aufbügeln richtig halten. Bevor
gebügelt wurde, wurde das Dach mit einem speziellen Haftvermittler
gestrichen.
Vor dem Aufbügeln wurde die Folie mit feiner Stahlwolle in einer
Richtung abgezogen. Dies brachte eine leichte matte und verwitterte
Optik.
Die Folie wurde von oben dachabwärts aufgebügelt und dabei immer
auf Spannung gehalten, damit keine Luftblasen mit eingebügelt wurden.
Anpassen der Wagenfront-Verkleidung. Sie besteht aus 1,5 mm starkem
Alublech, das nach der Fertigung grün eloxiert wurde.
Dabei erfolgte auch das Anbringen der Halteschellen für das Vordach.
Die Schellen wurden mit M1,4 mm Messingschrauben mit dem Blech
verschraubt. Die Streben der Vordachaufhängung wurden aus 1,6mm
starkem Edelstahldraht gefertigt.
 Die selbstgefertigten Kupferschellen im Größenvergleich. Die beiden
Bohrungen der Schelle besitzen einen Durchmesser von 1,5mm.
Alle selbstdesignten, im Digitaldruck gefertigten Aufkleber, wurden
mit Hilfe meines Schneidplotters auf die richtige Kontur ausgeschnitten.
Nur so konnten die hochqualitativen Aufkleber millimetergenau auf die
Bauteile geklebt werden.
Alle Digitaldruck-Folienaufkleber wurden im Naßverfahren auf die
Bauteile aufgezogen. Nur so konnte eine blasenfreie Verarbeitung ge-
währleistet werden.
Die selbstgefertigten Kupferschellen im Größenvergleich. Die beiden
Bohrungen der Schelle besitzen einen Durchmesser von 1,5mm.
Alle selbstdesignten, im Digitaldruck gefertigten Aufkleber, wurden
mit Hilfe meines Schneidplotters auf die richtige Kontur ausgeschnitten.
Nur so konnten die hochqualitativen Aufkleber millimetergenau auf die
Bauteile geklebt werden.
Alle Digitaldruck-Folienaufkleber wurden im Naßverfahren auf die
Bauteile aufgezogen. Nur so konnte eine blasenfreie Verarbeitung ge-
währleistet werden.